GENERALITÀ
I trattamenti di protezione superficiale hanno il compito di impedire il contatto del metallo con l’ambiente, che può innescare processi di corrosione e sono solitamente attuati a seguito di trattamenti di preparazione superficiale.
La semplice verniciatura crea uno strato impermeabile che evita il contatto della superficie metallica con l’ambiente corrosivo. Tale tipologia è detta protezione passiva e consiste nell’applicazione di rivestimenti sulla superficie del metallo, costituiti da pitture, vernici. È importante sottolineare che basta qualche difetto perché si generino falle consistenti nella funzione di barriera perciò è molto importante provvedere a tutti gli accorgimenti necessari per la esecuzione di una corretta verniciatura.
Le vernici protettive posso essere classificate secondo le modalità di essicazione dei film superficiale o secondo la funzione tipica.
prova immagine da campo text


ASPETTI TECNICI
La funzionalità della protezione mediante verniciatura è garantita solo in presenza di un manufatto realizzato e rifinito in modo corretto, evitando trappole di corrosività in fase costruttiva ed effettuando la preparazione meccanica necessaria per affrontare l’ambiente di installazione finale.
La qualità effettiva della protezione dipende da:
- qualità del trattamento di preparazione superficiale;
- tipologia e qualità delle vernici protettive;
- efficacia dell’attivatore di aderenza;
- conformità del processo di verniciatura alle specifiche del produttore della vernice deposte, dall’aderenza;
- capacità di isolamento della superficie dell’acciaio sia dal punto di vista delle correnti elettriche superficiali (rigidità dielettrica) che dal punto di vista della resistenza alla diffusione delle specie chimiche aggressive nello spessore polimerico.
Essendo molto differenti tra loro i sistemi di protezione ottenibili con le differenti vernici, il progettista onde scegliere il processo o il ciclo idoneo, deve avere accesso alla documentazione tecnica e ottenere dall’applicatore una dichiarazione, che confermi l’idoneità o la durabilità del sistema protettivo in una determinata classe di corrosività. Per assicurare le prestazioni ottimali del sistema, se possibile, esso deve essere applicato in officina in modo da garantire miglior controllo dell’applicazione, della temperatura, dell’umidità relativa, migliore facilità di riparazione del danno, rendimento maggiore, miglior controllo dei rifiuti e dell’inquinamento.
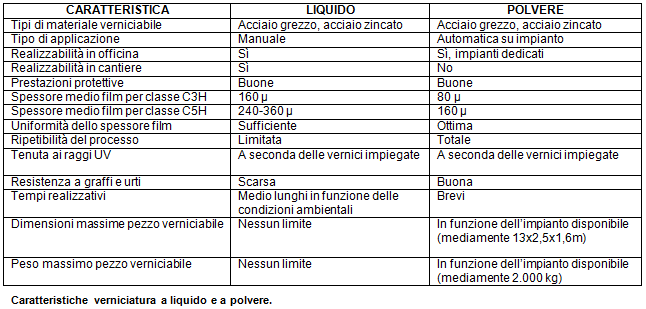
La seguente tabella riassume le caratteristiche principali delle vernici liquide ed a polvere.
DURABILITÀ OTTENIBILE
La durabilità, cioè il periodo temporale di efficacia, da richiedere al sistema anticorrosivo, deve essere proporzionato alla vita utile della costruzione in modo da limitare i costi manutentivi diretti e indiretti, quali la mancata disponibilità degli spazi, i disagi tecnici e sociali durante le manutenzioni.
La prestazione di durabilità della protezione anticorrosiva realizzata mediante verniciatura è ben inquadrata dalle UNI EN ISO 12944 che, per ogni classe di corrosività ambientale, determina tre gradi di durabilità raggiungibili:
– Bassa (L): da 2 a 5 anni
– Media (M): da 5 a 15 anni
– Alta (H): oltre i 15 anni
La durata di un sistema di verniciatura protettiva dipende da diversi fattori come il tipo di verniciatura, la progettazione della struttura, la condizione del supporto prima della preparazione, l’efficacia della preparazione della superficie, la qualità dell’applicazione, le condizioni ambientali durante l’applicazione, le condizioni di esposizione dopo l’applicazione. Per identificare il trattamento che offre la durabilità richiesta è necessario individuare i cicli idonei e sceglierne il più adatto. La norma UNI EN ISO 12944-5 fornisce esempi di sistemi di verniciatura adatti per diversi ambienti.
Sistemi anticorrosivi con bassa durabilità richiederanno numerosi interventi di manutenzione nel corso della vita utile della struttura, quelli con durabilità importanti potrebbero arrivare, specie in abbinamento con la zincatura a caldo, anche ad escluderli.
PREDISPOSIZIONI NECESSARIE
A seconda delle condizioni ambientali, del clima e della durabilità richiesta è necessario mettere a punto un determinato ciclo di verniciatura. Per ciclo di verniciatura si intende: la fase di preparazione superficiale, l’eventuale applicazione di primer, l’eventuale applicazione di mani intermedie e l’applicazione della mano a finire.
Realizzare un’adeguata preparazione superficiale del manufatto e rispettare le condizioni e i tempi di applicazione sono regole fondamentali per ottenere i risultati dichiarati dalle schede tecniche delle vernici.
Il funzionamento dei cicli di verniciatura anticorrosiva può essere inficiato da una errata progettazione: come per la zincatura, vanno evitate le trappole di corrosione e previste le necessarie finiture meccaniche.
La norma UNI EN 1090-2:2018 prevede che per la verniciatura ci sia una preparazione superficiale (realizzata dal carpentiere) adeguata alla classe di corrosività di installazione, determinata secondo la UNI EN ISO 8501.

REALIZZABILITÀ IN CANTIERE
È preferibile che il ciclo di verniciatura sia portato a termine in officine specializzate prima del conferimento in cantiere: questo consente di avere condizioni di applicazione controllate e omogenee, facilità d’esecuzione, riduzione dei danni all’ambiente e di tutti i rischi per la salute e la sicurezza degli operatori.
Movimentare manufatti in acciaio già verniciati rappresenta un impegno superiore rispetto alla movimentazione di manufatti grezzi: il livello di professionalità dei montatori deve essere di primordine.
Ad ogni modo, anche se non auspicabile, è sempre possibile verniciare in cantiere.
Come da UNI EN ISO 12944 è bene assicurarsi che siano ridotti al minimo i danni all’ambiente e tutti i rischi per la salute e la sicurezza. A tal fine è bene limitare le operazioni in aria libera e optare per verniciature realizzate in impianti dotati di tutte le prescrizioni di sicurezza e tutela dell’ambiente. Nella pratica gli elementi in acciaio sono spesso trasportati in cantiere con un rivestimento superficiale di fondo definito “antiruggine” o “primer”. Una volta che gli elementi sono montati, è necessario ritoccare le parti di rivestimento che si siano deteriorate in fase di assemblaggio. Solo dopo i ripristini è possibile procedere con le mani di verniciature successive.
GIUNTI AD ATTRITO
I giunti ad attrito dovranno essere accuratamente protetti non appena completato il serraggio definitivo, verniciando a saturazione i bordi dei pezzi a contatto, le rosette, le teste ed i dadi dei bulloni, in modo da impedire qualsiasi infiltrazione all’interno del giunto.
A piè d’opera, e prima ancora di iniziare il montaggio, si dovranno ripristinare tutte le verniciature eventualmente danneggiate dalle operazioni di trasporto; infine, qualora la posizione di alcuni pezzi desse luogo, a montaggio ultimato, al determinarsi di fessure o spazi di difficile accesso per le operazioni di verniciature e manutenzione, tali fessure o spazi dovranno essere, prima dell’applicazione delle mani di finitura, accuratamente chiusi con materiali sigillanti.
I controlli previsti durante l’applicazione del ciclo di verniciatura consistono in:
- Accertamento visivo dell’assenza di colatura, festonature, bolle, raggrinzimenti, macchie;
- Controllo dello spessore delle singole mani e totali secondo UNI EN ISO 2808;
- Controllo dell’aderenza effettuato mediante quadrettatura secondo UNI ISO 2409 o mediante strappo secondo UNI EN 4624.
Per la progettazione del giunto possono considerarsi validi, come per la zincatura, i fattori di attrito presenti nella norma UNI EN 1090-2.
MANUTENZIONE ORDINARIA
Le vernici necessitano di regolare manutenzione e pulizia per assicurare la continuità delle proprietà decorative e protettive della superficie.
La frequenza degli interventi di pulizia dipende da molti fattori, fra cui:
- collocazione geografica della costruzione;
- classe di corrosività ambientale in cui è inserita la costruzione (per esempio: marina, industriale, residenziale, rurale, ecc.);
- livello di emissioni inquinanti nell’aria;
- presenza di venti con intensità notevoli
- possibilità di pulviscoli trasportati dal vento (es. sabbia, polvere, ecc.);
- ipotesi di cambio nel tempo della classe di corrosività (es. passaggio da rurale a industriale).
Va definita una cadenza temporale di ispezioni da compiere per verificare lo stato di efficienza della protezione anticorrosiva e stabilirne o no la necessità di manutenzione.
Committente, progettista e realizzatore dovranno definire assieme dei punti di riferimento, preferibilmente i più critici, da tenere monitorati nel corso degli anni.

VERNICIATURA A LIQUIDO
La verniciatura a liquido rappresenta il metodo anticorrosivo storicamente più utilizzato per la “presunta” facilità applicativa e la sua grande versatilità in termini di disponibilità.
Tecnicamente la protezione anticorrosiva realizzata tramite verniciatura è ottenuta grazie dall’effetto barriera creato dal film depositato sulla superficie del manufatto metallico. A questo, dove richiesto, può essere unito un effetto catodico attraverso l’applicazione di un primo strato di primer a base di zinco.
I film di vernice a liquido presentano spessori sempre maggiori man mano che le condizioni ambientali diventano gravose. Con l’aumento di spessore aumenta la possibilità di facili scalfitture del film durante le movimentazioni: si raccomanda un’attenta verifica al termine dell’installazione.
La scelta del ciclo di verniciatura può essere definita a capitolato mediante:
- indicazioni di tipo prescrittivo, con esaustiva descrizione del ciclo;
- richieste di tipo prestazionale, con descrizione delle condizioni ambientali e della durabilità richiesta al ciclo.
La verniciatura a liquido necessita di manutenzione e pulizia ordinaria da programmare ad intervalli regolari a seconda delle condizioni ambientali: questo piano manutentivo va definito con il contributo del verniciatore e del produttore dei prodotti vernicianti.
Sulla base delle modalità di essicazione del film superficiale, è possibile distinguere tra pitture ad essicazione fisica, pitture essicanti ad aria e pitture ad indurimento chimico.
VERNICIATURA A POLVERE
Nell’ultimo decennio la tecnologia ha permesso di espandere il campo applicativo delle vernici a polvere dai piccoli oggetti ai grandi manufatti. Oggi è possibile sottoporre a verniciatura a polvere anche elementi di grandi dimensioni, lunghezze fino a 13 metri ad esempio, e di elevato peso, 2000 kg/pezzo.
Per esigenze di protezione dalla corrosione, attualmente, le verniciature a polveri sono consigliate per la realizzazione di sistemi duplex (verniciatura su zincatura a caldo), secondo UNI EN 13438.
La verniciatura a polvere è realizzata su impianti industriali automatizzati. L’adesione del film verniciante è assicurata dal trattamento di conversione superficiale, nei metodi più avanzati di natura nanotecnologica, che si effettua automaticamente dopo una prima fase di lavaggio. L’applicazione della polvere verniciante avviene per via elettrostatica consentendo la creazione di un film dallo spessore regolare e omogeneo dall’elevato valore estetico.
La polimerizzazione della polvere verniciante avviene sempre in condizioni controllate portando il manufatto metallico a circa 180°C per circa 20 minuti. Una volta raffreddato il manufatto è pronto per essere spedito immediatamente in cantiere.
Per la definizione delle caratteristiche della protezione anticorrosiva e dei piani manutentivi ci si rifà direttamente alle indicazioni previste per la verniciatura a liquido: cambiano la tecnologia, spessori e tipologia di vernici utilizzate (UNI EN ISO 12944). Non vi è una norma specifica dedicata alla protezione anticorrosiva mediante vernice a polvere, ma si fa riferimento alla UNI EN ISO 12944.
In merito all’utilizzo della norma citata per la vernice a polvere, va precisato che quest’ultima parla di “pitture e vernici” in senso generale e indica i cicli a liquido solo come esempi generici ma non esclusivi.

A dettare le condizioni sono i test da superare per affermare che il ciclo realizzato è conforme alle richieste per una determinata prestazione. Il miglior metodo di pulizia per le vernici a polvere avviene attraverso un regolare lavaggio della superficie utilizzando una soluzione di acqua calda e detergente delicato (pH 5-8). Tutte le superfici vanno pulite utilizzando uno straccio soffice o una spugna, non usare nessuna spazzola se non di origine naturale.
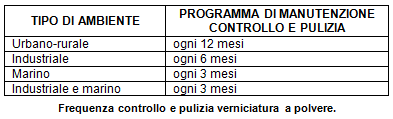
La frequenza della pulizia degli elementi trattati con vernici a polvere dipende dall’aspetto che si desidera mantenere e dalla necessità di rimuovere depositi che potrebbero, a prolungato contatto, causare danni al rivestimento con conseguente riduzione della durabilità. In ambiente non particolarmente aggressivo (es. rurale o urbano), la normale frequenza di pulizia può essere di circa 12 mesi. In presenza di deposito di particolare sporco si raccomanda una maggiore frequenza di pulizia. Quando l’ambiente è aggressivo la frequenza di pulizia va ridotta a intervalli di 3 mesi. In presenza di elevato inquinamento atmosferico o in presenza di ambiente particolarmente corrosivo, il periodo fra gli interventi va ulteriormente ridotto.
È assolutamente vietato utilizzare solventi o soluzioni che contengano idrocarburi clorurati, chetoni, esteri o paste abrasive.
CICLI COMBINATI ZINCATURA+VERNICIATURA
Qualora sia necessario raggiungere durabilità elevate del sistema anticorrosivo e per maggior estetica è possibile utilizzare i così detti “sistemi duplex”, che prevedono in sequenza la realizzazione della zincatura a caldo e la successiva applicazione di un film verniciante.
Questi sistemi, sempre più utilizzati per le parti di strutture che rimangono esposte agli agenti atmosferici, consentono di ottenere una lunga protezione anticorrosiva senza rinunciare all’aspetto estetico dell’opera.
Le norme di riferimento per questo sistema protettivo sono la UNI EN ISO 12944-5 per le vernici liquide e la UNI EN 13438 per la verniciatura a polvere. La zincatura a caldo sottostante deve essere realizzata secondo la UNI EN ISO 1461.

Per la preparazione superficiale dell’elemento soggetto a zincatura+verniciatura a polvere si fa riferimento alla norma UNI EN 15773, che può essere considerata un utile anche nel caso si utilizzino vernici liquide.
La durabilità ottenuta è superiore alla mera somma delle singole durabilità di zincatura e verniciatura: un effetto sinergico fa sì che la durabilità aumenti dal 20% al 250% a seconda delle condizioni ambientali.
I cicli di verniciatura da applicare vanno adeguati alla superficie dell’acciaio zincato, che presenta caratteristiche diverse da quello grezzo. In tal caso è bene rivolgersi a professionisti del settore (vanno richieste vernici in grado di offrire una buona e duratura aderenza sulla superficie zincata).
In chiave “sostenibilità” questi sistemi, a fronte di un aumento dei costi iniziali comunque ragionevoli, consentono di ridurre, se non addirittura escludere, interventi di manutenzione nell’intero corso del ciclo di vita della struttura.
L’utilizzo dei sistemi duplex presume la ricerca di elevata durabilità e quindi l’utilizzo di cicli di verniciatura con durabilità elevate è da considerarsi basilare.